 +49 4122 922 - 0
+49 4122 922 - 0  info@helling.de
info@helling.de  Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00
Mo. - Do. : 8:00 - 16:30 Fr. : 8:00 - 13:00


MT Magnetisierungsgeräte
Magnetpulverprüfung
MT, Magnetic particle testing, Fluxen, MP-Prüfung
Die Magnetpulverprüfung ist ein einfaches, empfindliches Verfahren. Sie dient dem Nachweis von Unregelmäßigkeiten an der Oberfläche ferromagnetischer Werkstoffe (Oberflächenrissprüfung).
Die zu prüfende Oberfläche wird vor der Magnetisierung zunächst gereinigt. Während der Magnetisierung (z.B. mit einem der nachfolgend dargestellten Magnetisierungsgeräte) wird eine Magnetpulversuspension auf die zu prüfende Oberfläche gesprüht. Diese Suspensionen enthalten ferromagnetische Partikel. Durch die bei der Magnetisierung erzeugten Streuflüsse über den Materialtrennungen (z.B. Risse) kommt es zu Anhäufungen dieser Partikel. So können Materialtrennungen sichtbar gemacht werden. Die schwarzen ferromagnetischen Partikel heben sich gut über einer weißen Untergrundfarbe ab. Mit einer fluoreszierenden Schicht ummantelte Partikel werden bei verdunkelter Umgebung durch UV-Bestrahlung gut sichtbar. Eine ausreichende Magnetisierung wird mit einem Feldstärkemessgerät überprüft.
Magnetisierungsgeräte
Handjochmagnete
Zur Magnetisierung von Bauteilen gibt es z.B. handliche Jochmagnete oder Kreuzjoche, die auf die zu prüfende Bauteiloberfläche aufgesetzt werden (z.B. für die Magnetpulverprüfung von Schweißnähten). Da die Feldlinien von einem Pol zum anderen verlaufen, können nur Anzeigen, deren flächige Ausdehnung quer zu den Feldlinien verläuft, angezeigt werden. Für eine vollständige Prüfung in alle Richtungen, muss das Joch zweimal um 90° versetzt aufgesetzt werden.
Handjochmagnete unterscheiden sich durch
- Netz- oder Batteriebetrieb
- den mittleren Polabstand
- die Schenkellänge
- die Hebekraft
- das Gewicht

Die Serie HANSA der HELLING Handjochmagnete besteht aus leichten, handlichen und leistungsstarken AC- und DC-Geräten. Der schmale Griff und die angeraute Oberfläche unterstützen ein langes und ermüdungsfreies Arbeiten.
Die Handjochmagnete erfüllen die Anforderungen der aktuellen Regelwerke:
- DIN EN ISO 9934-3 "Zerstörungsfreie Prüfung - Magnetpulverprüfung - Teil 3: Geräte"
- ASTM E709 "Standard Guide for Magnetic Particle Examination"
- ASTM E1444 "Standard Practice for Magnetic Particle Testing"
Sie erfüllen auch die Forderung der Regelwerke, dass die Tangentialfeldstärke mindestens 20 A/cm betragen sollte. Die Hebekraft ist größer als 265 N (27 kg), somit wird die Forderung von ASTM E1444 (mind. 225 N / 22,5 kg) erfüllt.
Alle AC- und DC-Handjochmagnete im Überblick
Kreuzjoch
Mit einem HELLING Kreuzjoch können Oberflächen- und oberflächennahe Fehler unabhängig von deren Ausdehnungsrichtung in einem Arbeitsgang detektiert werden. Kreuzjoche sind mit zwei Wechselstromjochen ausgestattet, die über Kreuz angeordnet sind. Diese werden durch zwei gleich starke, aber um 90° verschobene Wechselströme gespeist. Es entsteht ein rotierender Magnetisierungsvektor. Seine Feldstärke ist in alle Richtungen gleich groß. Die Laufräder an den Polen sind verstellbar. So kann der Luftspalt zwischen den Polen und der Prüfteiloberfläche konstant gehalten werden. Dadurch lässt sich das Kreuzjoch auch mühelos auf der Bauteiloberfläche bewegen.
Bei einem Luftspalt von 5 mm beträgt die Tangentialfeldstärke noch 24 A/cm.
Für die Schweißnahtprüfung von Kehlnähten gibt es entsprechende Sonderausführungen zur optimalen Anpassung der Pole an die Bauteiloberfläche.

Das mobile Kreuzjoch besteht aus zwei Wechselstromjochen. Diese erzeugen einen rotierenden Magnetisierungsvektor, dessen Feldstärke in allen Richtungen gleich ist.
Mobile Magnetisierungsgeräte – Kreuzjoche
HELLING Zentrum für Technik – Magnetisierungsanlagen

Die "Blaue Halle" - HELLING Zentrum für Technik
Magnetisierungsbank HELLMAG
Im HELLING Zentrum für Technik werden speziell an spezifische Prüfprobleme angepasste Magnetisierungsanlagen entwickelt. Dazu gehören u.a. verschiedene Ausführungen von Magnetisierungsbänken, z.B. für Serienprüfungen oder Ausbildungszwecke.

Rissprüfbank HELLMAG Universal 500 AC / 700 AC / 1000 AC mit mechanischer Einspannung des Prüfobjektes über zwei Schnellspannvorrichtungen und mit zwei einzeln zuschaltbaren Magnetisierungskreisen (Wechselstromdurchflutung / Wechselstrom-Jochmagnetisierung).
Dazu gehören auch an die zu prüfenden Bauteile angepasste Prüfanlagen wie:
Kettenprüfeinrichtung
Mobile Kettenprüfeinrichtung zur Prüfung von Anschlagketten gemäß Betriebssicherheitsverordnung Abschnitt 2BGR 500.2.8 (vormals UVV 18.4.) und DIN 685-5 „Geprüfte Rundstahlketten, Einzelteile und Zubehör – Teil 5: Benutzung von Kettengehängen und Hebezeugketten“. Die Prüfeinrichtung ist ausgestattet mit:
- Auffangbehälter für das fluoreszierende Prüfmittel
- Bespülvorrichtung mit Hochleistungspumpe
- geschlossene Magnetisierungsspule
- Hochstromgenerator
Montiert auf einem Prüfwagen kann die Prüfeinrichtung leicht an den Prüfort bewegt werden.
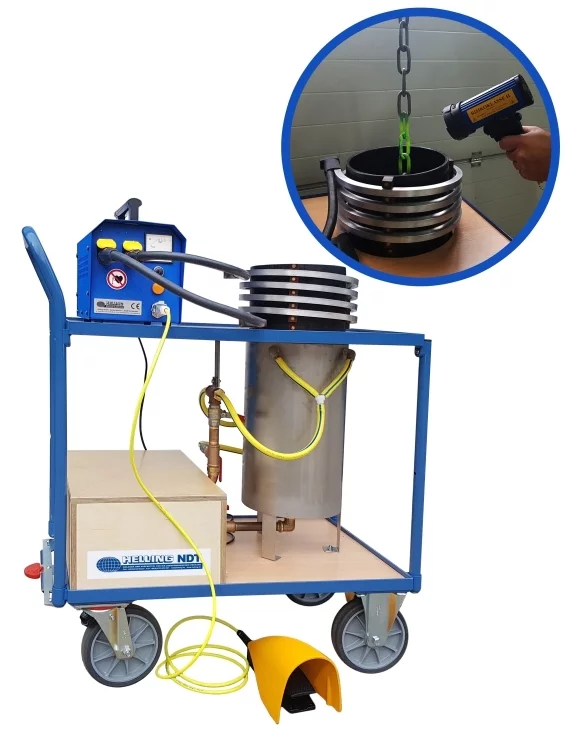
Kettenprüfeinrichtung: Prüfen von Anschlagketten gemäß BetrSichV und DIN 685-5 mit der fluoreszierenden Magnetpulverprüfung
Radsatzprüfanlage ROD-A-MAT
Gleichzeitige Prüfung von Radsatzachse und Radsatzrad durch zwei parallel einsetzbare Magnetisierungssysteme. Der ROD-A-MAT erlaubt eine kombinierte Magnetpulverprüfung von Radsatzachse und Radsatzrad mit fluoreszierender Magnetpulversuspension.

Radsatzprüfanlage ROD-A-MAT zur kombinierten fluoreszierenden Magnetpulverprüfung (Halb-/Segmentspule und Trapezspule) von Radsatzachse und Radsatzräder.
Die Magnetisierung erfolgt kontaktlos. Eingesetzt werden hier eine Halb-/Segmentspule zur Prüfung der Radsatzachse und eine Trapezspule mit mehreren Windungen für die Prüfung der Laufflächen der Räder.

Segment-/Halbspule zur kontaktlosen Magnetisierung von Radsatzwellen, Prüfmittel: fluoreszierende Magnetpulversuspension.

Trapezspule mit 5 Windungen zur kontaktlosen Magnetisierung der Radsatzräder, Prüfmittel: fluoreszierende Magnetpulversuspension.
Die Radsatz-Prüfanlage ist mit einem halbautomatischen Prüfsystem mit integrierter Bespülung, UV-A-Hintergrundbeleuchtung und einem HCC Dokumentationssystem ausgerüstet.
Dokumentationssystem HELLING Connect Control (HCC)

HCC Dokumentationssystem
Das HCC-System generiert ein Prüfprotokoll. Dieses enthält:
- Prüfparametern
- Prüfdaten
- Originalaufnahmen der geprüften Oberfläche
- Aufnahmen der bearbeiteten Anzeigenbilder
Außerdem können die Anzeigen vermessen und bewertet werden:
- Position (x/y, Neigung)
- Größe (mm/Pixel)
- Bewertung (IO/NIO)
- Fehlertyp (längs/quer)

HCC Protokoll
Das System ist einfach zu bedienen und kann an die Erfordernisse des Kunden angepasst werden.
Es stellt die Rückverfolgbarkeit der Anzeigenerfassung sicher und unterstützt den Betreiber der Anlage bei der Optimierung der Prüfprozesssteuerung und der Analyse des Fertigungsprozesses.
Stationäre und mobile Magnetisierungsanlagen für die Magnetisierung bestimmter Bauteile wie Wellen, Radsätze, Anschlagketten, …