

Penetrant Testing Products Systems
The basic standard for penetrant testing EN ISO 3452 Part 1 describes in detail how to perform penetrant testing with the various testing products systems.
The testing systems for penetrant testing are classified by
- Penetrant type
- Cleaning method
- Development form
Fluorescent penetration systems are also classified according to sensitivity classes starting at ½ (insensitive) to 4 (extremely sensitive).
There are two sensitivity classes for color contrast penetration systems and fluorescent color contrast penetration systems:
| Sensitivity class 1 | normal |
| Sensitivity class 2 | high |
Here is an overview of the penetrant testing material according to EN ISO 3452 Part 2:
Process steps of the colour contrast penetrant testing
In the following, the essential steps in performing colour contrast penetrant testing using the red-white method are presented. A solvent-based wet developer (form e) is used.
(1) Precleaning

Mechanical precleaning - brushing, grinding, blasting
Precleaning ensures that the surface of the test object is free of contaminants. Impurities can be e.g.: rust, grease or scale. Any indications that may be present are thus made accessible for penetration by the penetrant. Precleaning can be performed:
- mechanically - e.g. brushing, grinding, blasting
- chemically by cleaning agents, whereby these must be removed from the surface after cleaning
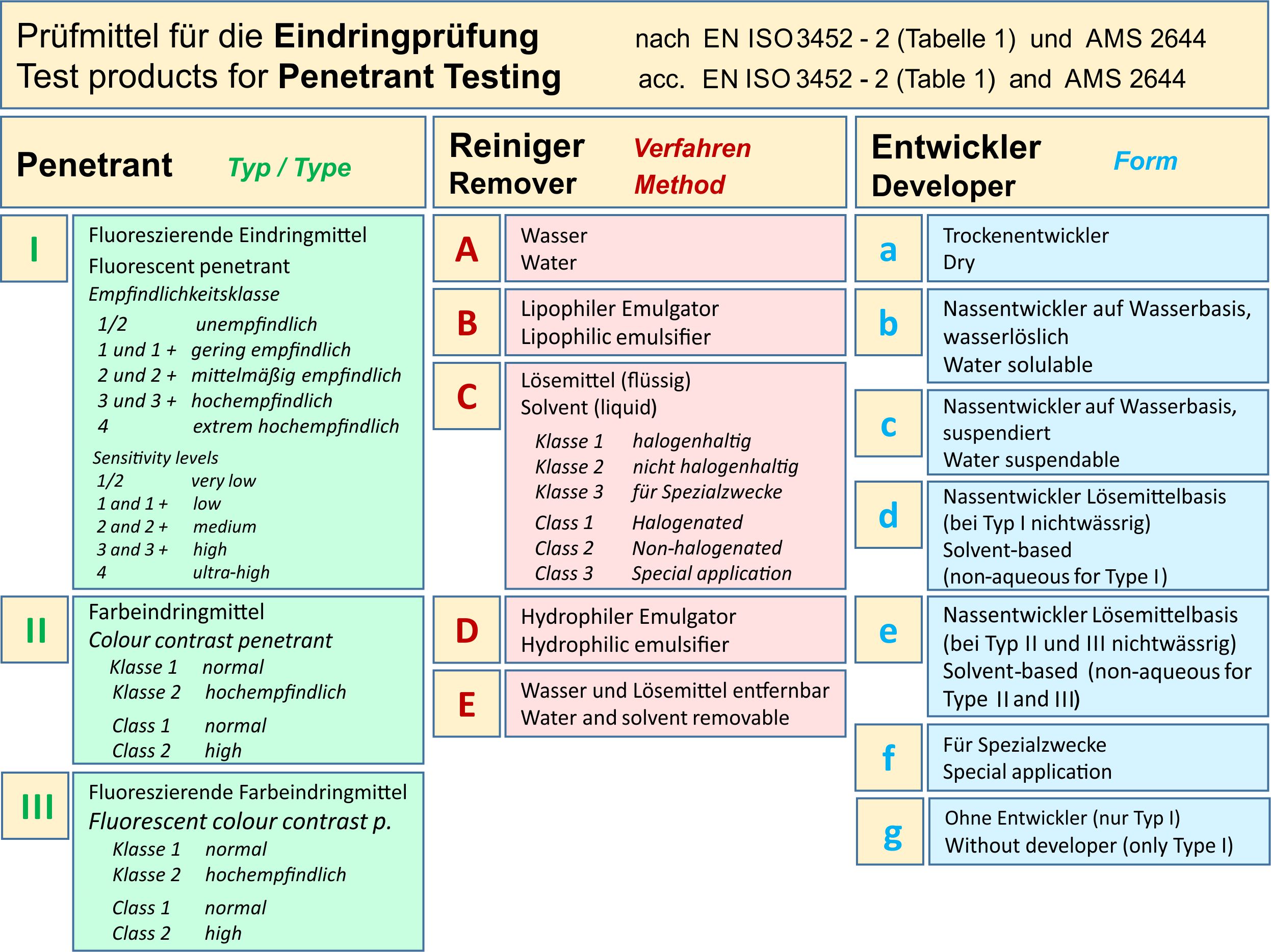
(2) Application of the penetrant (penetration)
Penetrating - even application of the coloured (or fluorescent) penetrant.
The penetrant is sprayed onto the dry surface to be tested. The penetrant can also be applied with a brush. Or the test object is poured over with or immersed into the penetrant. In this case, the penetration time can be 5-60 minutes. This depends on the test conditions (e.g. temperature) and the test object material .
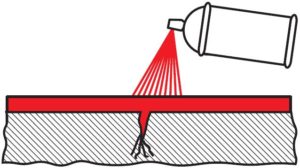
(3) Excess penetrant removal
Removal of excess penetrant, e.g. with a sponge
During excess penetrant removal, the excess penetrant is carefully removed from the test object surface after the specified penetration time. A lint-free cloth or sponge is used for this purpose. The test surface is carefully inspected for residues.
(4) Drying

Drying the test object surface with moving air
Before the developer can be applied, the test object surface must be dry (except when using a water-based developer, form b and c). This is achieved by:
- Wiping with a dry lint-free cloth
- Evaporation
- Forced ventilation (e.g. hair dryer, compressed air)
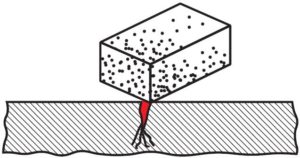
(5) Application of the developer
Uniform spraying of the white developer
The developer is applied evenly to the test object surface. A thin, homogeneous, white layer is formed. This ensures that the penetrant remaining in the surface openings is bleeding out.
(6) Inspection
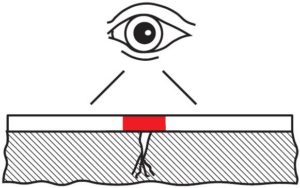
Inspection of the test object surface, indications "bleed" out
Immediately after application of the developer, the test object surface is inspected according to the given inspection intervals. The required viewing conditions (see EN ISO 3059, ASTM E1417 or customer specification) are observed.
The test result and the test conditions are recorded by the NDT personnel in the test report. Depending on the test instruction or specification, documentation by fotos or video recordings are made.
PT test facilities
Installations for penetrant testing are individually developed at the HELLING Center for Technology according to the customer's specification.

The "Blue Hall" - HELLING Center for Technology
PT test facilities are mainly made of stainless steel. Control systems are manufactured by well-known manufacturers.
A penetrant installastion is composed of the following process stations, for example:
- Pre-cleaning
- Washing
- Drying → at up to 100 °C
- Cooling → down to 40 °C
- Application of the penetrant
- Washing
- Emulsifying
- Re-washing
- Drying → at 60 °C
- Application of the developer
- Inspection





