Content
- How does magnetic particle testing (MT, MP testing, fluxing) work?
- What is required for magnetisation of a material?
- What are the procedures of magnetic particle testing?
- MT test kit
- Advantages and disadvantages of magnetic particle testing
- What are the requirements for NDT personnel?

HELLMAG crack detection bench, ideally suited for series testing of small items or practice-oriented testing in the training sector.
How does the magnetic particle testing work?
Magnetic particle testing (MT, fluxing) is a simple but sensitive non-destructive testing method (surface crack detection). Detection of inhomogeneities on the surface of ferromagnetic materials with relative permeability µr >100. The ferromagentic materials are e.g. iron, cobalt and nickel as well as their alloys. Inhomogeneities close to the surface can also be detected. The depth of detectable defects depends on the type of field used:
- Alternating magnetic field - detectable defect depth approx. 1mm - 2 mm
- Constant magnetic field - detectable defect depth approx. 2 mm - 3 mm
Magnetic particle testing uses the formation of flux leakage. This effect is produced by magnetising a ferromagnetic material over a flat material separation (e.g. over a crack, see figure below). Flux leakages occur when the material separation has a planar extension perpendicular to the direction of the field lines.
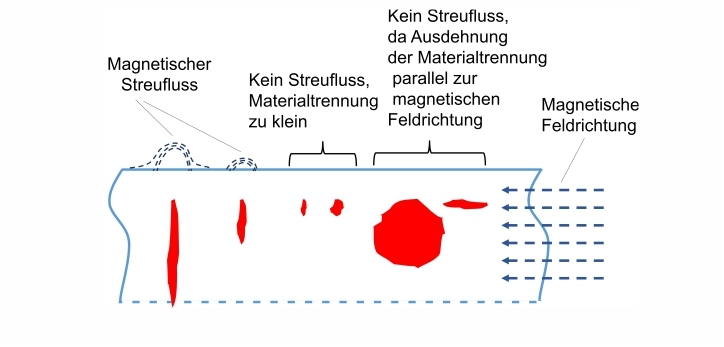
Limits of defect indication as a function of defect shape, defect size and extension direction with respect to the magnetic field direction.
The flux leakage attracts the ferromagnetic particles dispersed in the magnetic powder suspension. These particles then accumulate above the material separations.
Before performing a magnetic particle testing, the surface of the test object is first cleaned and then magnetised.
What is used to magnetise a material ?
Magnetising devices
For magnetising components, there are yoke magnets or cross yokes, e.g. for magnetic particle testing on weld seams.

Handy hand yoke magnets are placed on the surface to be tested. Since the field lines run from one pole to the other, inhomogeneities whose areal extent is transverse to the field lines can be displayed. To be able to display indications in all directions of expansion, magnetisation must be performed twice - offset by 90°.

The mobile cross yoke consists of two AC yokes that generate a rotating magnetisation vector. Its field strength is the same in all directions. With this magnetisation technique, surface defects can be indicated - regardless of their direction of expansion - with only one magnetisation process .
Magnetisation facilities
A wide variety of complex facilities is designed and manufactured at the HELLING Center for Technology; this includes powerful magnetisation benches in various sizes, e.g. for series testing of components or for practical training purposes.
Furthermore, test systems adapted to the components to be tested are developed. This includes for example
- mobile chain test facility for testing sling chains (HellChain)
- Wheelset test facility for combined magnetic particle testing of wheelset axle and wheelset wheels (ROD-A-MAT)

Chain test facility - testing of sling chains according to the German BetrSichV and DIN 685-5 with the fluorescent magnetic particle testing

Wheelset test facility ROD-A-MAT for combined fluorescent magnetic particle testing of wheelset axle and wheelset wheels by using a half/segment coil as well as a trapezoidal coil
What are the procedures of magnetic particle testing?
Depending on which test material (magnetic powder suspension) is used, a distinction is made between the following procedures in magnetic particle testing:
- Black and white method (black magnetic powder suspension, white background colour)
- Fluorescent magnetic particle testing (also called flux testing, fluxing; fluorescent magnetic powder suspension, UV irradiation and if necessary: white background colour).

Surface crack detection with magnetic particle testing using a fluorescent magnetic powder suspension

Weld seam testing with the black and white method (white background and black magnetic powder suspension)
MT test kit
The HELLING MT test case contains the test material necessary for carrying out coloured or fluorescent magnetic particle testing in accordance with the standards, such as:
- Testing device (hand magnetisation yoke)
- Test material (magnetic powder suspension, background colour and special remover)
- Measuring devices (illumination and irradiance meter, field strength meter)
- Test bodies and reference blocks
- various aids
The HELLING MT test case has been put together for NDT personnel and inspectors applying MT. It is also ideal for training centers, technical schools and colleges.

MT case for carrying out magnetic particle testing in accordance with standards (symbol image)



